The summer of 2017 will be known as the summer when we put all the pieces together. We finally have assembled all of the facilities to complete the entire Design-Build-Test cycle for cryogenic systems entirely within the HYPER lab. To my knowledge, we may be the only cryogenic or hydrogen laboratory in the US with distinct spaces for all three parts of this cycle. I can’t wait for next summer.
Rachel Johnson and the CLEAN bench system

In this research position I was responsible for the implementation, and continuous improvement, of four Cougar LEAN (CLEAN) manufacturing stations. The CLEAN system uses modular aluminum frame tubing for component fixturing and modification. I chose to design and manufacture a custom lighting fixture for the workbenches in the lab with the help of a partner. This was a challenge because the light fixture needed to be easy to manufacture and aid student efficiency at the workspaces. I utilized a design-matrix-method process with multiple iterations and diligent communication with clients. A prototype fixture was iteratively improved prior to mass production. The result was a light fixture that created modularity with the existing workbench and enhanced working environment.
Wesley Bolliger and his cool PET films
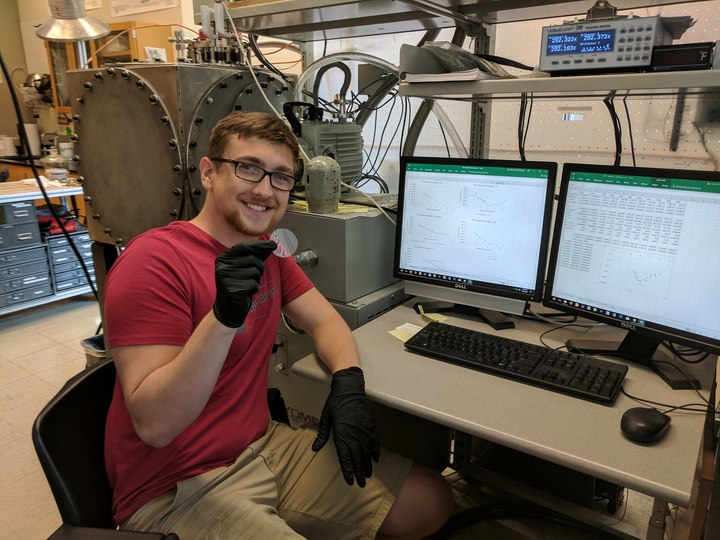
The HYPER Lab this past summer gave me the opportunity to run a cryogenic permeability test as a Material Science undergraduate. Each specimen was a separate piece of PET film sandwiched in a knife-edge CF flange with a teflon o-ring for sealing and copper gasket to prevent the film from breaking under heightened pressure differentials. Helium was run through this film into a mass spectrometer at various temperatures and a set pressure to obtain the steady-state leak rate, which was then converted into a measurement of permeability consistent with other literature for comparison’s sake. Running this experiment required time management between measurements, familiarization with units of permeability, experience with constructing and deconstructing a novel leak rate measuring setup designed for cryogenic operation, understanding of the cryocooling machinery used to reach the low temperatures, ability to troubleshoot operational failures, and the creation of a standardized procedure and safety manual. Three of the film measurements followed a standard cooling curve with a plateau towards the end of the leak detector’s resolution. The other two runs with usable data ended up deviating from this behavior, showing signs of what we have theorized to be quantum tunneling.
Mathew Hunt and the hunt for safety

Hi, my name is Mathew Hunt and as an undergraduate at Washington State University my first real design project began in the fall of 2016 within the Hydrogen Properties for Energy Research Laboratory at WSU’s Pullman campus. Under the direction of Dr. Jacob Leachman, I was tasked with designing safe and efficient compressed gas bottle storage within the lab’s work bay. The project challenged both my theoretical foundations in engineering statistics and CAD modelling, as well as my ability to navigate national standards. The system has the capability to store up to nine K sized compressed gas bottle cylinders, as well as one large nitrogen dewar. To ensure the safety of students and those who work in the lab, all the bottles are secured individually with their own chaining system as to remove the ability for any compressed gas bottle cylinders to tip over. This complies with CGA standards 3.4.4 and 3.5.3, as well as NFPA standards 63.3.1.6.3 and 63.3.1.9.1. When transporting gas bottles a handling truck is placed conveniently within the vicinity of the system and complies with CGA standards 3.2.3, 3.2.5, 3.2.6 as well as NFPA 63.3.3.3.
The final design was built in SolidWorks, and a full finite element analysis with simulated loads was conducted before final construction. This allowed for all design iterations to be made while minimizing potential labor and material costs.
Sage Pratt — The Sage of fluid management
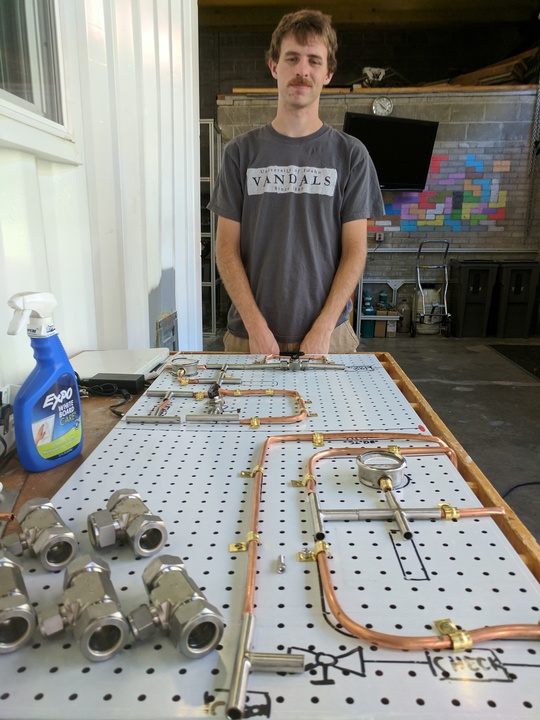
This summer I worked primarily on designing a manifold to direct and control the flow of gaseous hydrogen through the storage end of the system in accordance with the NFPA 2 and CGA G-5.5 standards. This includes pressure relief, manual and automatic shutoff valves, provisions for inert gas purging, on vent systems for the GH2 buffer system and the LH2 Dewar. I drafted P&ID diagrams in Autodesk AutoCAD Plant 3D and used EES code to size the vent system in accordance with CGA G-5.5 Section 6.2.1 before ordering over $1000 worth of parts and tubing from Swagelok, McMaster-Carr, etc. As of now we have received most of the necessary components and have sketched out a mockup of the manifold using scrap copper pipe. I plan to begin the final assembly of the manifold and vent system soon.
Jasper Haney and our handy new machine shop


Jasper led the project to build our new machineshop in TFRB 113. He refurbished a Bridgeport-style manual milling machine with digital readouts and installed a new coldsaw. The big change though is the new plexiglass wall that separates the machining area from the assembly space. This wall creates a natural buffer layer to promote increased safety.
Kevin Cavender locked it in with Lockheed-Martin
Kevin built a wonderful computing machine — our computing cluster. He then used the cluster to complete Computational Fluid Dynamics (CFD) studies of a cryogenic hydrogen vortex tube. It paid off. Lockheed-Martin’s cryogenics group in Santa Barbara, CA picked his resume out of the stack an d offered him a great job. Shortly after accepting, Kevin found out he had one a prestigious NASA STARS fellowship to do a Master’s thesis. As he said to me, “I would’ve done a master’s thesis to get this job, but I got it anyways.” Well done Kevin!
Jose Ramos and the quest for LN2

 During the transition into my final year at Washington State University, I worked with a small team in the HYPER lab assembling the cold-end apparatus of our H2 liquefier. The cold-end assembly consists of a custom vortex tube, heat exchanger, and Joule-Thompson valve. With the addition of recycling and compression to the hydrogen gas, we have the ability to simultaneously cool down hydrogen gas to cryogenic temperatures, and recycle the hot gas output by the vortex tube for additional cooling. Assembly of this apparatus proved to be far more interesting than I had originally thought. Many of the components found packed in between the heat exchange required custom fabrication in our lab to suit our specific needs. After assembly of the heat exchanger, vortex tube, and Joule-Thompson valve were complete, leak tests were conducted to ensure the integrity of the build. Before stepping into H2 testing, we fabricated a test bed and ran nitrogen through our system at a quarter of our operating pressure (350 psi) and measured temperature drops across the inlet and cold-end outlet. Keeping tabs on inlet and outlet temperatures will allow me to tweak the flow ratio on the hot and cold end of the vortex tube in future testing for a more efficient cooling process.
During the transition into my final year at Washington State University, I worked with a small team in the HYPER lab assembling the cold-end apparatus of our H2 liquefier. The cold-end assembly consists of a custom vortex tube, heat exchanger, and Joule-Thompson valve. With the addition of recycling and compression to the hydrogen gas, we have the ability to simultaneously cool down hydrogen gas to cryogenic temperatures, and recycle the hot gas output by the vortex tube for additional cooling. Assembly of this apparatus proved to be far more interesting than I had originally thought. Many of the components found packed in between the heat exchange required custom fabrication in our lab to suit our specific needs. After assembly of the heat exchanger, vortex tube, and Joule-Thompson valve were complete, leak tests were conducted to ensure the integrity of the build. Before stepping into H2 testing, we fabricated a test bed and ran nitrogen through our system at a quarter of our operating pressure (350 psi) and measured temperature drops across the inlet and cold-end outlet. Keeping tabs on inlet and outlet temperatures will allow me to tweak the flow ratio on the hot and cold end of the vortex tube in future testing for a more efficient cooling process.